|
Жидкотекучесть это технологическое свойство, характеризующее способность жидкого металла заполнять каналы разливочных устройств, сифонных проводок, полости литейных форм, усадочные пустоты и образующиеся горячие трещины, а также четко воспроизводить все контуры отливки (слитка). Очевидно, что этот параметр весьма важен как для технологии получения крепежных изделий, так и для конечного качества и методов окончательной обработки резанием.
Жидкотекучесть не определяется однозначно вязкостью металла. Так, по данным Д.В.Ражона и С.М.Адамса увеличение вязкости на 50 % уменьшает жидкотекучесть лишь на 20 %. Жидкотекучесть тем больше, чем меньше интервал температур кристаллизации. Чистые металлы, эвтектики и все сплавы, не имеющие интервала кристаллизации, обладают значительно большей жидкотекучестью, чем сплавы той же системы, кристаллизующиеся в интервале температур. Уменьшается жидкотекучесть с увеличением поверхностного натяжения, при увеличении скорости потока и переходе от ламинарного к турбулентному движению, а также, с повышением скрытой теплоты кристаллизации. Кроме того, на жидкотекучесть влияет теплопроводность, теплоемкость, особенность образующейся твердой фазы (при ограненных кристаллах она выше, чем при разветвленных), наличие включений и др.
При сравнении жидкотекучести различных металлов и сплавов предложено (Ю.А. Нехендзи) различать истинную, нулевую и практическую жидкотекучесть.
Нулевая жидкотекучесть наступает тогда, когда металл или сплав перестает течь, находясь только под статическим напором.
Нулевая жидкотекучесть сплавов наступает при температуре, лежащей в интервале ликвидус-солидус, в момент, когда вязкость резко возрастает вследствие образования заметного количества твердой фазы.
Истинная жидкотекучесть определяется при одинаковом перегреве выше температуры нулевой жидкотекучести.
Практическая жидкотекучесть - это жидкотекучесть, измеряемая для различных сплавов при одинаковой темпера туре заливки независимо от величины перегрева выше температур нулевой жидкотекучести и ликвидуса.
В производственных условиях трудно установить температуру нулевой жидкотекучести, поэтому определяют жидкотекучесть сплава при одинаковом перегреве выше температуры ликвидуса. Такую жидкотекучесть называют условно истинной жидкотекучестью.
Обычно о жидкотекучести металла судят по технологическим пробам, измеряя их длину в пробницах, имеющих прямой, спиралевидный или U-образный канал, рисунок 1.
В процессе заполнения канала металл проходит через стадии от жидкого до твердого состояния. Ведущим процессом здесь является теплообмен. Поэтому, исходя из баланса тепла до наступления нулевой жидкотекучести, длина технологической пробы определяется соотношением:
.png)
Существующие методы оценки жидкотекучести отличаются значительным многообразием технологических проб.
Жидкотекучесть алюминиевых сплавов, чугуна и бронзы определяют при помощи спиральной пробы с трапецеидальным сечением, модель которой представлена на рисунке 2.
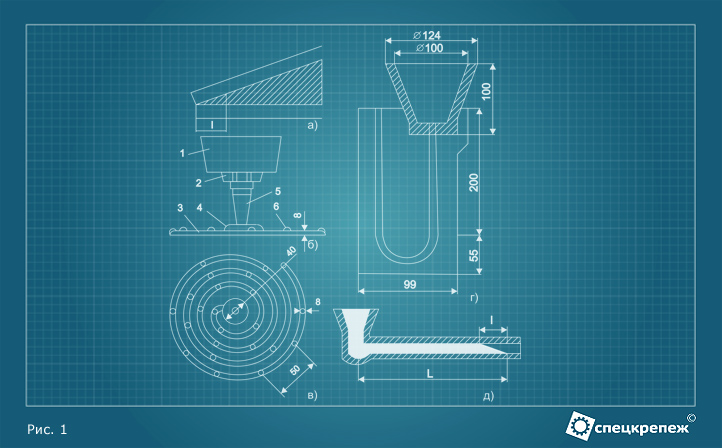
Рисунок 1 – Технологические пробы для определения жидкотекучести
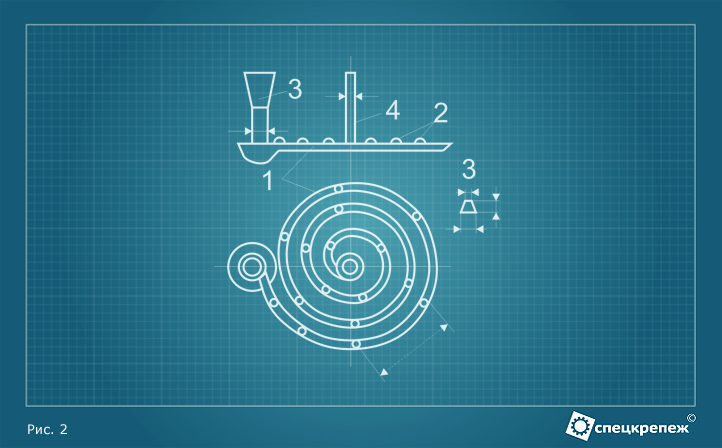
Рисунок 2 - Модель для формовки простой спиральной пробы
Модель состоит из спирали 1, на верхней поверхности которой имеются выступы 2 (расположены на расстоянии 50 мм), стояка 3, выпора 4.
Сущность этого метода состоит в том, что металл заливают в литейную форму, выполненную в виде канала трапециевидного сечения площадью 0,56см2, свернутого для удобства в плоскую спираль с шагом 22 мм. Путь, пройденный сплавом по каналу такой формы, принято считать величиной показателя жидкотекучести.
Экспериментально установлено влияние на жидкотекучесть стали содержащихся в ней элементов. Марганец, никель, ниобий и фосфор увеличивают жидкотекучесть, а хром, алюминий, титан и сера уменьшают ее. Кремний при увеличении содержания до 1% уменьшает жидкотекучесть стали, а при увеличении его содержания до 12% жидкотекучесть повышается. Наименьшей жидкотекучестью обладает сталь перетектического состава, содержащая около 0,2 % углерода.
Данные о жидкотекучести литейного сплава и ее зависимости от важнейших технологических факторов имеют большие практическое значение, так как позволяют правильно оценить условия формирования показателей качества отливки и избежать появления дефектов в ней.
|