|
Уменьшение линейных размеров и объема при охлаждении в результате сближения атомов металла называется усадкой. Различают объемную  и линейную усадку и линейную усадку  в определенном интервале температур, выражаемую в %. Обычно объемную усадку связывают с уменьшением объемов при охлаждении и затвердевании жидкого металла, а линейную – при уменьшении линейных размеров слитков, отливок и изделий. в определенном интервале температур, выражаемую в %. Обычно объемную усадку связывают с уменьшением объемов при охлаждении и затвердевании жидкого металла, а линейную – при уменьшении линейных размеров слитков, отливок и изделий.
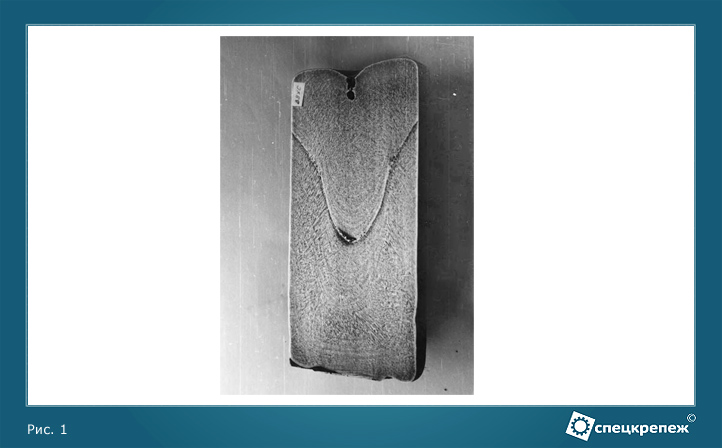
Рисунок 1 – Усадочные дефекты в слитке
.png)
При определении величины усадки важно правильно выбрать начальный объем жидкого металла  . За время наполнения жидким металлом тела отливки часть его успевает закристаллизоваться и остыть. В результате наружная корка отливки уменьшит свои размеры и к моменту окончания отливки начальный объем жидкого металла будет меньше объема полости формы. Величина этого изменения объема зависит от линейной усадки затвердевшей корки и сил противодействующих ей. К ним относятся гидравлическое давление столба жидкого металла, термическое и механическое торможение усадки. . За время наполнения жидким металлом тела отливки часть его успевает закристаллизоваться и остыть. В результате наружная корка отливки уменьшит свои размеры и к моменту окончания отливки начальный объем жидкого металла будет меньше объема полости формы. Величина этого изменения объема зависит от линейной усадки затвердевшей корки и сил противодействующих ей. К ним относятся гидравлическое давление столба жидкого металла, термическое и механическое торможение усадки.
Линейная усадка определяется температурой начала ее проявления и коэффициентом линейного расширения. Экспериментально установлено, что линейная усадка начинается при образовании достаточно прочного скелета полузатвердевших кристаллов. Температуры, при которых это достигается, образуют на диаграмме состояния линию эффективного интервала кристаллизации. Указанный скелет полузатвердевших кристаллов образуется при 50-75 % твердой фазы в зависимости от состава стали.
Различают свободную и заторможенную усадку. Основным показателем сокращения размеров слитков и отливок в реальных условиях их затвердевания является литейная усадка, которая учитывает все виды торможения усадки. Различают термическое и механическое торможение усадки. Термическое торможение усадки вызвано различной скоростью охлаждения отдельных частей затвердевшего слоя металла. К примеру, при низком содержании углерода в стали торможение усадки достигает 25 %, снижаясь до 8 % при содержании 0,7 % углерода.
Результирующая усадка во многом определяется предусадочным расширением. К причинам предусадочного расширения относят:
- сцепление едва затвердевшей корки с поверхностью формы и ее первоначальное расширение под действием силы сцепления;
- скопление газов в междендритном пространстве в результате ликвации, которое может создавать давление, способствующее раздвижению кристаллов;
- скопление неметаллических включений и газов на границе кристаллизации, увеличивающее кристаллизационное давление и способствующее увеличению периметра корки;
- превышение сил капиллярного давления над силами сцепления между дендритами;
- разогрев и расширение наружной корки слитка в момент образования зазора.
Учитывая предусадочное расширение  при расчете полной свободной линейной усадки, удается объяснить расхождения экспериментальных данных при ее определении. С этой целью рекомендуется следующее выражение для ее расчета: при расчете полной свободной линейной усадки, удается объяснить расхождения экспериментальных данных при ее определении. С этой целью рекомендуется следующее выражение для ее расчета:
.png)
При увеличении предусадочного расширения компенсируется часть термических напряжений, что сокращает трещинообразование. Предусадочное расширение тем больше, чем шире интервал температур затвердевания. Снижение объема усадочных дефектов при этом достигается в результате выделения большого количества растворенных в стали газов в период образования значительной доли твердой фазы.
Линейная усадка взаимосвязана с интенсивностью теплообмена между формой и отливкой. С увеличением усадки образующийся зазор между отливкой и формой приводит к повышению теплового сопротивления и соответствующему снижению теплоотвода. В свою очередь уменьшение интенсивности теплообмена снижает градиент температур в затвердевшем металле, уменьшая скорость усадки и разность ее величины. При этом уменьшаются термические напряжения и связанные с ними процессы пластической деформации в затвердевшей корке.
Усадка обуславливает образование усадочных раковин, подусадочной и структурной рыхлости, различных трещин, зональной ликвации и других дефектов. Учет закономерностей, свойственных усадочным явлениям, позволяет разрабатывать соответствующие мероприятия по повышению качества отливок. Уплотнение структуры обеспечивается центробежным литьем.

Рисунок 2 – Процесс центробежного литья
.png)
Усадка при затвердевании зависит от изменения объема при переходе расплава из жидкого состояния в твердое и увеличивается с ростом интервала температур кристаллизации при охлаждении. Поэтому все элементы, расширяющие этот интервал, увеличивают усадку при затвердевании. По разным оценкам значения  укладываются в интервал 0,020-0,053. укладываются в интервал 0,020-0,053.
Значение коэффициента усадки играет важное практическое значение, так как определяет конкретные размеры стержневых ящиков и моделей, а также, в известной мере, величину припусков на механическую обработку и связанный с этим расход металла на изготовление отливки.
Важно отметить, что показатели линейной усадки наиболее рационально определять по замерам участков форм и отливок, расположенных горизонтально в период заливки и кристаллизации сплава. Протяженность таких участков начинает изменяться только после окончания процесса кристаллизации.
Из всего используемого при выполнении задания оборудования следует изучить прибор для измерения величины линейной усадки отливки. Конструкция прибора представлена на рисунке 1. В жесткой металлической раме 1 расположено тело песчаноглинистой формы 2 с рабочей полостью 3, включающей полости двух захватов - неподвижного 4, жестко связанного с рамой прибора, и подвижного 5. В передаточную планку 6, закрепленную на подвижном захвате, упирается ножка индикатора часового типа 7, фиксирующего перемещения захвата под действием усаживающегося образца.
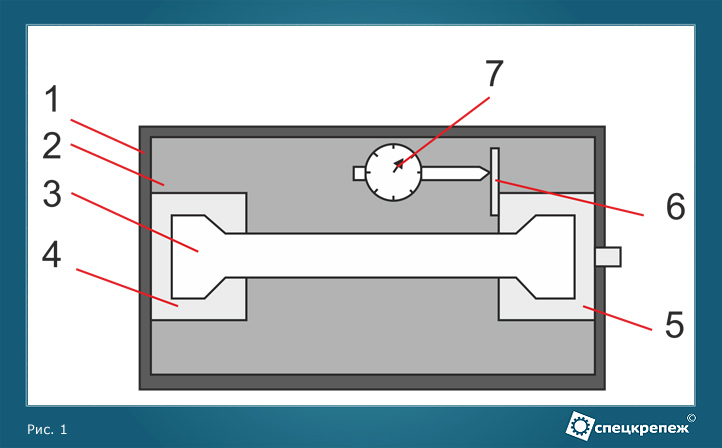
Рисунок 1 - Конструкция прибора для измерения величины линейной усадки прямолинейней отливки
Усадка сплавов изменяется в зависимости от их химического состава. Так, усадка серых чугунов уменьшается с увеличением содержания кремния и углерода, а также при снижении содержания серы и марганца.
В алюминиевых сплавах увеличенное содержание кремния снижает усадку. Наличие магния и меди, наоборот, повышает усадку таких сплавов.
Увеличение содержания цинка и алюминия в магниевых сплавах снижает их усадку.
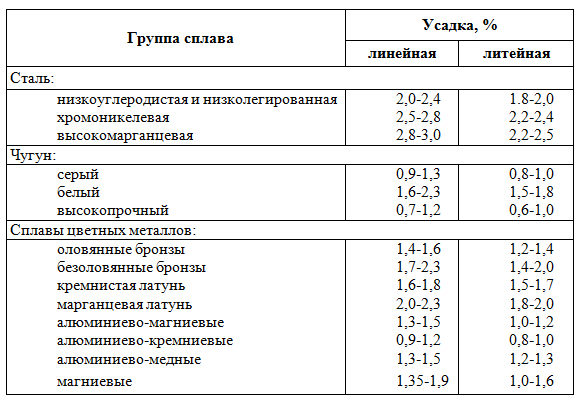
При получении отливок уменьшение их линейных размеров происходит при затрудненной усадке, которая вызвана выступающими частями формы, стержнями и т.д. Потому в ряде случаев действительная усадка меньше свободной. Такая усадка носит название литейной и выражается в %. Значение литейной усадки всегда меньше свободной. При этом разница тем больше, чем сложнее и крупнее отливка. В таблице 1 приведены значения усадки сплавов.
Таблица 1 - Примерные значения усадки сплавов
В зависимости от условий охлаждения сплава и его физических свойств объемная усадка при затвердевании может проявляться следующим образом:
а) как сосредоточенные внутренние полости (закрытые или выходящие на поверхность - открытые), расположенные в тех местах отливки, которые затвердевают в последнюю очередь (усадочные раковины);
б) только равномерным изменением внешних размеров;
в) образованием мелких полостей, которые рассеяны по толщине отливок возле отдельных зерен сплава; такие полости носят название усадочной пористости или рыхлоты.
При получении отливок из сплавов, которые имеют повышенную объемную усадку и образуют усадочные раковины (высокопрочные чугуны, стали), на массивных и верхних частях отливок предусматривают прибыли - полости жидкого сплава, которые питают отливку при ее затвердевании и восполняют сокращение ее объема. Расположение и размеры прибылей должны быть выбраны так, чтобы они затвердели в последнюю очередь и именно в них локализовались усадочные раковины.
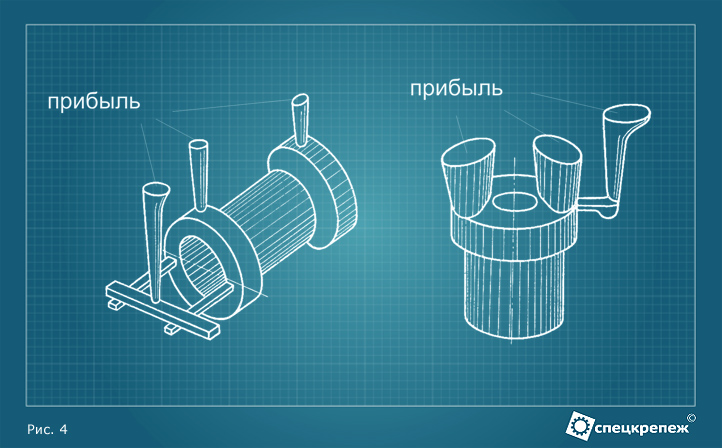
Рисунок 4 – Схема установки прибылей на отливках
|