|
По назначению выделяют три вида покрытий крепежных изделий:
- защитные покрытия, которые используются для увеличения сопротивляемости коррозионным процессам;
- защитно-декоративные покрытия, которые предназначены одновременно для достижения двух целей: повышения эстетичности изделия и защиты от коррозии;
- специальные покрытия, которые выполняют специальные задачи. К примеру, при изготовлении деталей из титановых или коррозионностойких сплавов такие покрытия предотвращают схватывание резьбовых соединений при свинчивании. Также такие покрытия используются для обеспечения функции подмазки или для обеспечения требуемого коэффициента трения.
Для создания антикоррозионных покрытий используются несколько способов, наиболее эффективными из которых являются: цинкование (рисунок 1) или гальваническое кадмирование.

Рисунок 1 – Болты, защищенные от коррозии методом горячего цинкования
Оба способа осуществляют в щелочных, цианистых, кислых и аммиакатных электролитах. Наилучшими показателями обладает цианистый электролит, однако он ядовит и склонен к наводороживанию, а также имеет низкий выход по току. Аммиакатный электролит наиболее близок к цианистым по своим гальваническим параметрам, и, при этом, не ядовит, имеет высокую электропроводность, стабилен и прост в эксплуатации, не требует сооружения специального очистного оборудования, имеет малую степень наводороживания.
В таблице 1 приведены составы хлористоаммонийных электролитов цинкования и кадмирования.
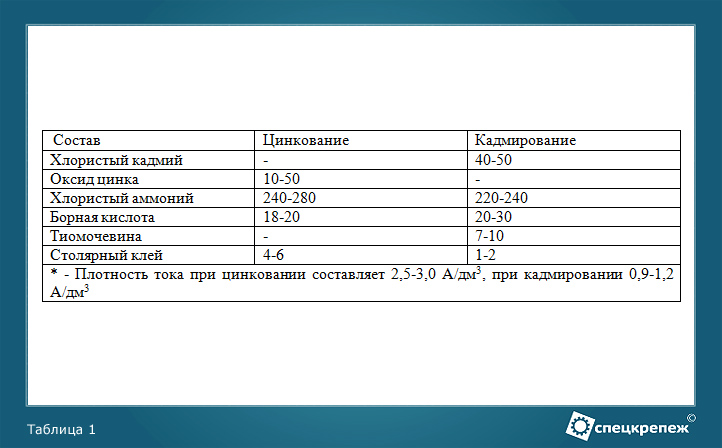
Таблица 1 - Составы хлористоаммонийных электролитов цинкования и кадмирования*
Для повышения стойкости антикоррозионного покрытия выполняют дополнительные операции по обработке в хроматных растворах, образующих на металле пассивную пленку. Это хромовый ангидрид, азотная кислота, серно-кислый натрий. После пассивации детали промывают и сушат 2-3 минуты в центрифуге.
Аммиакатный электролит можно использовать в любых ваннах, но для крепежа наиболее рациональным является использование ванн барабанного типа, поскольку они позволяют осуществлять процесс при высокой плотности тока. Для очень мелких крепежных изделий рациональнее применять колокольные установки.
В крупносерийном и массовом производстве крепежных изделий, как правило, используются полуавтоматические или автоматические линии нанесения покрытий (рисунок 2), а в серийном - комбинированные механизированные линии.

Рисунок 2 – Автоматическая линия нанесения покрытий
В любом случае крепеж проходит следующим операциям обработки: первичной обработке (галтовке), химическому обезжириванию, травлению, электрохимическому обезжириванию и декапированию.
|