|
Одним из основных методов холодной пластической деформации, применяемых для получения крепежных изделий, является метод холодной высадки. Металл заготовок, которые при этом используются, должен обладать, прежде всего, стабильностью механических свойств и высокой технологической деформируемостью. Наряду с этим, к материалу предъявляются высокие требования в части отсутствия поверхностных дефектов.
Подготовка металла и качество поверхности
Как правило, в качестве исходных заготовок используется катанка (рисунок 1) или горячекатаный пруток, который изготавливается на металлургических заводах в сортопрокатных цехах и имеет достаточно большие допуски по размерам и невысокое качество поверхности.
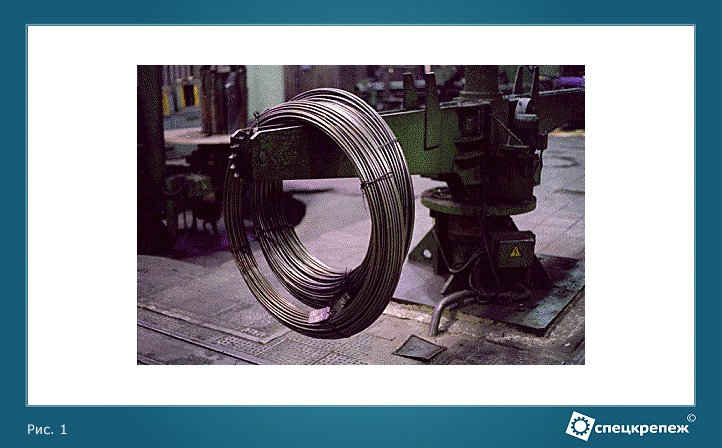
Рисунок 1 – Прокат для холодной высадки
Операция калибровки позволяет получать требуемую для изготовления крепежа точность. При этом поверхностные дефекты могут удаляться путем обточки проката до снятия слоя около 2 мм толщиной.
Такая проволока может калиброваться непосредственно на металлургических заводах. В случае больших объемов производства операции по удалению дефектов, термообработке, калибровке, нанесению технологических смазок и покрытий производят на отдельных специализированных заводах. При мелкосерийном производстве удаление дефектов резанием осуществляется непосредственно во время волочения, когда проволока выходит из фильера.
Структура металла
Считается, что для холодной высадки наиболее благоприятной структурой металла является зернистый перлит (рисунок 2).
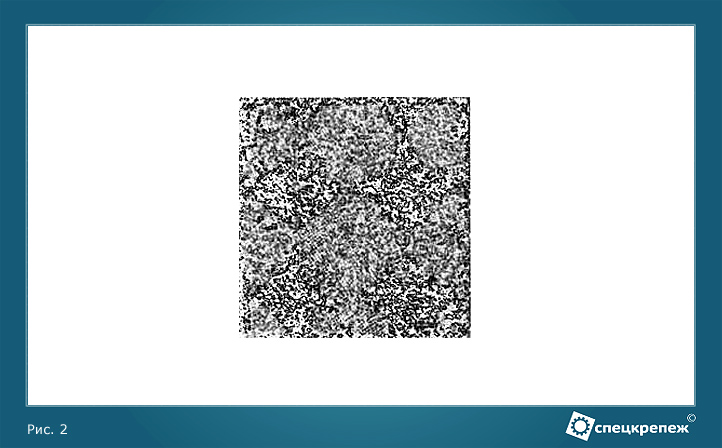
Рисунок 2 – Структура зернистого перлита
При этом для получения указанной структуры используется такой метод термообработки, как безокислительный отжиг в шахтной печи. Контролируемая защитная атмосфера таких печей позволяет предохранить сталь от обезуглероживания и обеспечить стабильность ее механических свойств.
Нанесение промежуточного слоя
Так как процессы обработки давлением взаимосвязаны с параметрами внешнего трения, которое влияет на энергетические и силовые условия процесса, вызывает износ и разогрев инструмента, снижает качество поверхности крепежа, то на поверхность заготовки предварительно наносят технологическое покрытие или смазку - промежуточный слой.
Достаточно распространенным методом является смазывание заготовок минеральным маслом, содержащим добавки поверхностно-активных веществ и наполнители. При этом промежуточный слой исключает непосредственное взаимодействие заготовок и инструмента в процессе деформации.
Подмазочный слой
При холодной высадке крепежных элементов происходит настолько тесный контакт заготовки и инструмента, что пленка промежуточного слоя разрывается и вследствие этого на поверхности изделия появляются задиры от непосредственного контакта с инструментом. Также металл налипает на инструмент, что приводит к его повышенному износу. С целью устранения этих явлений используется операция нанесения на заготовку подмазочного слоя, который должен удерживать смазку. В качестве материалов для создания подмазочного слоя используются металлические, оксидные, оксалатные, фосфатные и другие покрытия. При этом в качестве смазки могут применяться жиры, парафин, мыло, различные масла и т.п.
Выбор подмазочных покрытий зависит от множества факторов, среди которых основными являются: форма заготовки, химический состав металла, скорости и температуры деформирования и т.п. При этом также обращают внимание на стоимость смазки и ее расход.
|