|
В условиях массового и крупносерийного производства крепежных изделий их изготавливают с использованием методов холодного пластического деформирования на различных пресс-автоматах. Эти холодноштамповочные пресс-автоматы (рисунок 1) имеют общий принцип работы. При этом с помощью роликовой подачи калиброванная заготовка поступает в станок, где ее отрезают по необходимой длине, а далее заготовка за одну или несколько стадий деформируется. Весь процесс осуществляется автоматически.

Рисунок 1 - Холодноштамповочный пресс-автомат
С конструктивной точки зрения выделяют две группы холодно-штамповочных пресс-автоматов: одноматричные холодновысадочные и имеющие две или более матриц. В автоматах первого типа сам процесс холодной высадки для формирования головки болтов осуществляется из калиброванных прутков или проволоки в одной матрице при одном, двух или трех ударах пресса. При этом используются один, два или три пуансона соответственно. Диаметр заготовок практически соответствует диаметру готового изделия.
В пресс-автоматах, имеющих две или большее количество матриц, производят две или более операций холодного деформирования (осадку, высадку, прошивку, выдавливание и др.). При этом существует возможность получения во всех сечениях деталь.
На рисунке 2 приведены методы, которыми можно изготавливать простейшую деталь с цилиндрической головкой:
а) высадка - осадка части заготовки с определенным диаметром (d3), который равен диаметру стержня болта (d) до диаметра головки болта (D);
б) – выдавливание заготовки, имеющей диаметр (d3) равный диаметру головки болта (D) до диаметра стержня болта (d);
в) - редуцирование заготовки, имеющей диаметр (d3) равный диаметру головки болта (D) до диаметра стержня болта (d);;
г) - комбинированный способ, при котором заготовка имеет диаметр меньший, чем диметр головки и больший, чем диметр стержня.
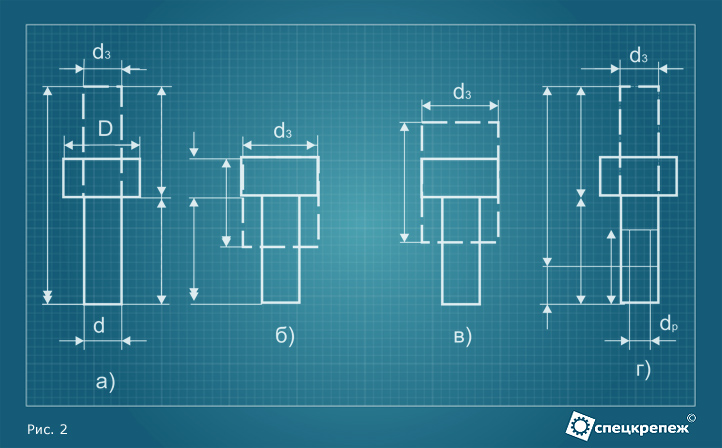
Рисунок 2 – Способы производства болта
Для первых трех способов характерен один общий недостаток: наблюдается неравномерность деформации материала стержня и головки болта. При использовании осадки нагартованной является головка, а при выдавливании – стержень. Очевидно, что комбинированный способ в этом плане является наиболее эффективным в плане получения высоких прочностных свойств изделия.
|