|
В современном производстве нанесение различного рода покрытий при изготовлении крепежных изделий получило очень широкое применение. Все виды покрытий можно разделить на такие группы:
- износостойкие;
- антикоррозионные;
- стопорящие;
- герметизирующие;
- декоративные.
Процесс нанесения покрытия приводит к изменению размеров резьбы при этом покрытие не должно ухудшать собираемость резьбового соединения.
Для обеспечения свинчиваемости резьбовых деталей или заданных посадок при изготовлении резьбы необходимо учитывать толщину покрытий и характер их расположения на резьбовой поверхности.
Теоретически, если покрытие равномерно наложено на профиль резьбы, то ее средний диаметр изменяется на 4δ (δ – толщина слоя покрытия, мм).На болтах средний диаметр резьбы увеличивается, на гайках - уменьшается.
На практике получается, что распределение слоя покрытия по профилю резьбы происходит неравномерно. Степень неравномерности зависит от вида покрываемой поверхности, вида покрытия и способа его нанесения.
Болты характеризуются тем, что у них толщина покрытия больше на боковых сторонах профиля и вершинах резьбы и меньше во впадинах.
Толщина покрытия гаек не нормируется:
- в сквозных резьбовых отверстиях - до Ø6 мм;
- в глухих резьбовых отверстиях - до Ø12 мм.
У гаек крайние витки резьбы имеют, как правило, большую толщину покрытия по сравнению с остальными витками.
Толщина слоев покрытия у вершин, у сторон профиля (на линии среднего диаметра) и у впадин распределяется примерно в таком соотношении 3:2:1.
Неравномерность слоя покрытий затрудняет определение размера среднего диаметра покрытой резьбы. Толщину слоя покрытия обычно определяют гладкой части детали с помощью различных химических методов, а параметры резьбы контролируют предельными резьбовыми калибрами.
Наиболее распространены защитные покрытия следующих видов:
- цинковое;
- цинковое с хроматированием;
- цинковое с фосфатированием;
- кадмиевое с хроматированием
- фосфатное с промасливанием;
- оксидное.
Наиболее часто применяемая толщина покрытий:
- 3÷6 мкм;
- 6÷9 мкм;
- 9÷12 мкм.
В зависимости от заданной толщины покрытия определяются оптимальные межоперационные размеры резьбы перед механической обработкой (под покрытие).
На рис. 1 приведена схема расположения полей допусков по среднему диаметру на шпильке с резьбой и с натягами по ГОСТ 4608-81
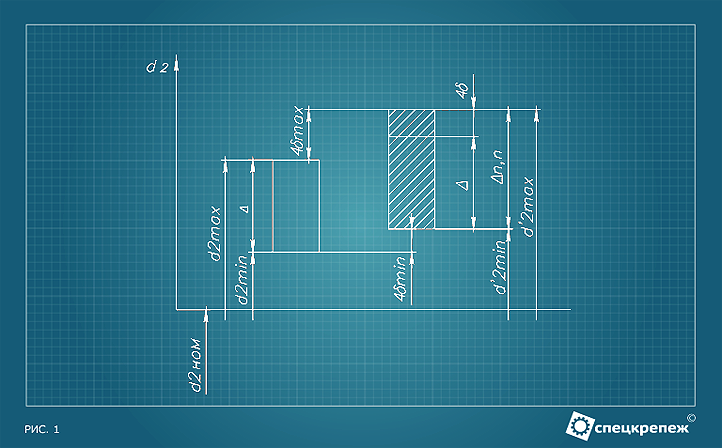
Рис. 1 Схема определения среднего диаметра наружной резьбы под покрытие
По данной схеме мож¬но определить максимальный dʹ2max и минимальный dʹ2min диаметры резьбы после нанесения покры¬тия.
Предельные размеры резьбы после нанесения покрытия:
d'2max=d2max+4δmax
d'2min=d2min+4δmin
d2max,d2min – максимальный и минимальный размер шпильки, мм;
δmax,δmin – максимальное и минимальное отклонения толщины покрытия, мм.
Точность резьбы после покрытия:
∆n.n=d2max-d2min или ∆n.n=∆+4δ
Δ – поле допуска диаметра шпильки до нанесения покрытия, мм;
δ=δmax-δmin – допуск на толщину покрытия, мм.
Анализируя приведенные формулы можно сделать вывод, что точность наружной резьбы после покрытия напрямую зависит от допуска на изготовление резьбы при механической обработке и учетверенного допуска на толщину покрытия. Поэтому, чтобы получить точную резьбу с покрытием необходимо обеспечить два фактора:
- высокую точность резьбы при механической обработке;
- точно выдержать допуск на толщину покрытия.
Т.о., для назначения допуска на средний диаметр наружной резьбы под покрытие необходимо заданное в чертеже поле допуска уменьшить на учетверенную толщину покрытия (δmax и δmin).
После этого следует в стандарте подобрать бли¬жайшее из имеющихся полей допусков.
При изготовлении метрической резьбы по ГОСТ 16093-2004 с покрытиями рекомендуются основные отклонения, указанные в таблице:
|
Покрытие
|
Изделие
|
|
болт
|
гайка
|
|
фосфатное (тонкое)
|
h
|
H
|
|
фосфатное
|
g
|
|
тонким гальваническое (тонкое)
|
|
гальваническое (значительной толщины)
|
e
|
G
|
Если в чертеже заданы только предельные отклонения размеров резьбы до нанесения покрытия и нет других требований, то раз¬меры резьбы после нанесения покрытия определяются номинальным профилем резьбы и не должны выходить за пределы соответствующие основным отклонениям h и H.
|